












Kiedy siadasz do spawania metodą MAG, jedno pytanie wraca jak bumerang: SG2 czy SG3? Jaki drut do migomatu wybrać?...
Lato z dostawą za 0 zł

Kiedy siadasz do spawania metodą MAG, jedno pytanie wraca jak bumerang: SG2 czy SG3? Jaki drut do migomatu wybrać?...

Wybór odpowiedniego drutu spawalniczego do migomatu to klucz do jakości i trwałości wykonywanych spoin. W tym...

W spawaniu gazowym nie ma miejsca na przypadki. Pracujemy z łatwopalnymi mieszankami, wysokim ciśnieniem i otwartym...

Czy kiedykolwiek zastanawiałeś się, co właściwie oznaczają te wszystkie cyfry i litery na opakowaniu elektrody?...

Stal to nie tylko żelazo i węgiel — to język kodów, norm i symboli. Dla osoby początkującej może to wyglądać jak...

Stal niebieska – brzmi dumnie i technicznie. Kolor niebieski na powierzchni metalu kojarzy się z precyzją, wysoką...

W pracy każdego spawacza, kowala czy mechanika, umiejętność rozpoznawania temperatury stali na podstawie jej koloru...

Praca elektryka wymaga nie tylko wiedzy i doświadczenia, ale przede wszystkim pełnego zaufania do narzędzi, którymi...

Czy kiedykolwiek zdarzyło Ci się sięgać po bit do wkrętarki i zastanawiać, czy na pewno jest odpowiedni do danego...

Wkręty PH i PZ to jedne z najczęściej spotykanych systemów mocowania w śrubach. O ile różnice między nimi są dobrze...
Kiedy siadasz do spawania metodą MAG, jedno pytanie wraca jak bumerang: SG2 czy SG3? Jaki drut do migomatu wybrać?...
Wybór odpowiedniego drutu spawalniczego do migomatu to klucz do jakości i trwałości wykonywanych spoin. W tym...
W spawaniu gazowym nie ma miejsca na przypadki. Pracujemy z łatwopalnymi mieszankami, wysokim ciśnieniem i otwartym...
Czy kiedykolwiek zastanawiałeś się, co właściwie oznaczają te wszystkie cyfry i litery na opakowaniu elektrody?...
Stal to nie tylko żelazo i węgiel — to język kodów, norm i symboli. Dla osoby początkującej może to wyglądać jak...
Stal niebieska – brzmi dumnie i technicznie. Kolor niebieski na powierzchni metalu kojarzy się z precyzją, wysoką...
W pracy każdego spawacza, kowala czy mechanika, umiejętność rozpoznawania temperatury stali na podstawie jej koloru...
Praca elektryka wymaga nie tylko wiedzy i doświadczenia, ale przede wszystkim pełnego zaufania do narzędzi, którymi...
Czy kiedykolwiek zdarzyło Ci się sięgać po bit do wkrętarki i zastanawiać, czy na pewno jest odpowiedni do danego...
Wkręty PH i PZ to jedne z najczęściej spotykanych systemów mocowania w śrubach. O ile różnice między nimi są dobrze...

Dobór odpowiedniej elektrody spawalniczej nie powinien być działaniem przypadkowym – to jedna z kluczowych decyzji technologicznych, mających bezpośredni wpływ na jakość spoiny, wydajność pracy oraz trwałość konstrukcji. Przedstawiamy pełne kompendium wiedzy na temat oznaczeń, typów i zastosowań elektrod otulonych do spawania metodą MMA (111), wzbogacone o praktyczne wskazówki i doświadczenia z pracy zarówno w przemyśle ciężkim, jak i rzemieślniczym.
Na pierwszy rzut oka to zwykły drut w otulinie. Ale w praktyce to narzędzie, które decyduje o jakości Twojego spawu. Elektroda to nośnik metalu dodatkowego i jednocześnie element, który stabilizuje łuk elektryczny. Składa się z metalowego rdzenia (najczęściej stalowego) i otuliny, która podczas spawania tworzy gaz ochronny i żużel, zabezpieczający spoinę przed utlenianiem. Otulina pełni kilka funkcji: stabilizuje łuk elektryczny, chroni ciekły metal przed utlenieniem, a także wpływa na skład chemiczny i właściwości mechaniczne spoiny.
Europejska norma EN ISO 2560-A klasyfikuje elektrody stalowe do spawania stali niestopowych i drobnoziarnistych. Przykład oznaczenia:
E 42 4 B 42 H5
E – elektroda otulona (Electric rod)
42 – minimalna granica plastyczności stopiwa (w MPa × 10), czyli 420 MPa
4 – klasa udarności (litery i cyfry definiują temperaturę i poziom energii)
B – typ otuliny:
A – kwaśna,
R – rutylowa,
B – zasadowa,
C – celulozowa
42 – pozycje spawania (zgodnie z ISO 6947):
1 – wszystkie pozycje,
2 – pozycje wymuszone (np. PF, PG),
3 – tylko pozycje łatwe (PA, PB)
H5 – zawartość wodoru dyfundującego (ml/100g stopiwa); <10 ml uznaje się za niskowodorową
Uwaga praktyczna: Elektrody klasy H5 są rekomendowane do spawania konstrukcji nośnych, zwłaszcza w warunkach niskotemperaturowych, gdzie istnieje ryzyko pękania spoin na skutek kruchego przełomu.
Rodzaj otuliny elektrody bezpośrednio wpływa na właściwości spawalnicze oraz zastosowanie stopiwa:
Popularne średnice elektrod otulonych:
Dobór zależy od grubości materiału, pozycji spawania oraz wydajności prądowej źródła. Przykład: elektroda 3.2 mm pracuje optymalnie przy 90–130 A, natomiast 4.0 mm wymaga już 140–180 A.
| Obszar zastosowania | Typ elektrody | Model ESAB |
|---|---|---|
| Spawanie ogólnobudowlane | rutylowa | OK 46.00 |
| Konstrukcje stalowe, nośne | zasadowa H5 | OK 48.00 |
| Prace instalacyjne w pionie | celulozowa | Pipeweld 6010 |
| Spawanie w pozycji wymuszonej (PF) | rutylowo-kwaśna | OK 46.16 |
| Spoiny wymagające niskiej porowatości | zasadowa H4R | OK 48.04 |
Nie wiesz z jaką stalą masz do czynienia? Przeczytaj: Jak rozpoznać gatunek i kolor stali? Przewodnik po oznaczeniach i znakowaniu stali
Trzymaj je w suchym miejscu, a najlepiej w specjalnym podgrzewanym pojemniku (suszarce do elektrod). Nawet rutylowe warto trzymać szczelnie zamknięte, bo zawilgocenie = porowata spoina.
Wysokiej klasy elektrody zasadowe wymagają przechowywania w warunkach suchych, najlepiej w podgrzewanych podajnikach lub szafkach. Zawilgocona elektroda może prowadzić do pojawienia się porów, pęknięć na zimno lub zmniejszenia właściwości wytrzymałościowych spoiny.
Rekomendacja: elektrody niskowodorowe należy suszyć przed użyciem (min. 2 godziny w temp. 300°C–350°C), a po otwarciu opakowania zużyć w ciągu 4–6 godzin.
W jednej z inwestycji mostowych, przy montażu stalowych dźwigarów, zastosowanie elektrody rutylowej zamiast zasadowej skutkowało pęknięciami poprzecznymi spoin przy temperaturze -25°C. Inspekcja UT wykazała nieciągłości i wtrącenia, wynikające z niewłaściwego typu otuliny.
Z kolei w serwisie maszyn rolniczych, elektroda ESAB OK 46.00 okazała się niezastąpiona podczas szybkich napraw polowych – jej łatwy restart i tolerancja na zanieczyszczenia powierzchni pozwalają zredukować czas postoju maszyn do minimum.
W świecie spawania, gdzie każdy milimetr ma znaczenie, wybór odpowiedniej elektrody to nie tylko techniczny detal – to decyzja, która decyduje o trwałości, estetyce i bezpieczeństwie konstrukcji. Zarówno elektrody otulone, jak i nietopliwe wolframowe, mają swoje miejsce i zadania – ale tylko dobrze dopasowane do konkretnego materiału, metody i warunków pracy pokażą swój pełen potencjał.
Kolory końcówek TIG nie są przypadkowe – to język spawalników, którzy wiedzą, że elektroda złota to złoty środek, czerwona to moc i stabilność, a szara to uniwersalność. Wystarczy raz pomylić prąd czy rodzaj metalu, by przekonać się, jak ważne są detale.
Wielu młodych adeptów spawalnictwa nie docenia tego, jak głęboka wiedza kryje się za prostym kawałkiem metalu w uchwycie elektrody. A doświadczeni mistrzowie? Oni wiedzą, że najlepsze spoiny powstają nie tylko z pewnej ręki, ale i z mądrego wyboru osprzętu.
W sklepie Elnaro.pl znajdziesz szeroki wybór elektrod spawalniczych marki ESAB, które cieszą się uznaniem wśród profesjonalistów. Oto kilka z nich:

 SUWMIARKA - co trzeba o niej wiedzieć?
SUWMIARKA - co trzeba o niej wiedzieć?
 Oleje do gwintowania - właściwości, zastosowanie. Sprawdź jaki preparat wybrać
Oleje do gwintowania - właściwości, zastosowanie. Sprawdź jaki preparat wybrać
 Wygniataki do gwintu - zastosowanie, różnice i jaki wybrać?
Wygniataki do gwintu - zastosowanie, różnice i jaki wybrać?
 Jak dobrać rozmiar klucza do śruby?
Jak dobrać rozmiar klucza do śruby?
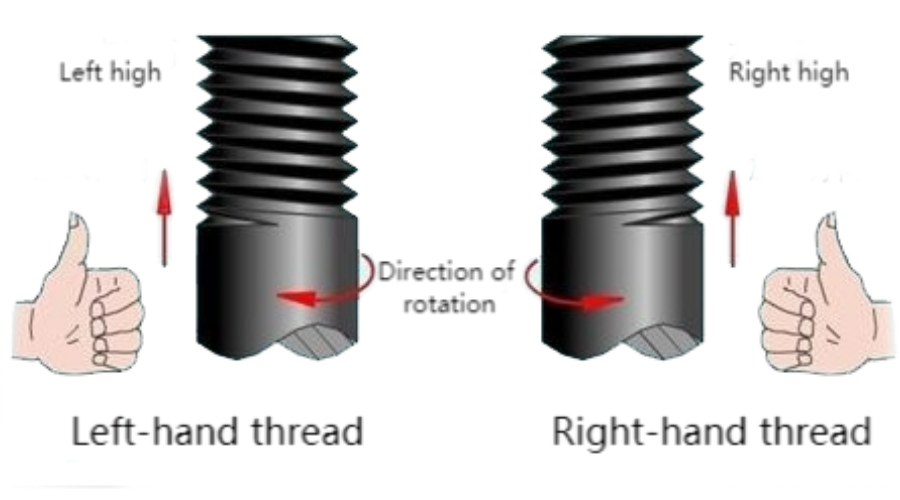 Gwint lewoskrętny - czym jest i jak rozpoznać lewy gwint?
Gwint lewoskrętny - czym jest i jak rozpoznać lewy gwint?
Napisz komentarz