












Wiercenie w szkle to precyzyjna i wymagająca technika, która wymaga odpowiednich narzędzi, delikatności i...

Kod produktu : D4-923005-0120
Kod EAN : 5900920758942
141,00 złCena

Wiercenie w szkle to precyzyjna i wymagająca technika, która wymaga odpowiednich narzędzi, delikatności i...

Wiercenie w lustrze to szczególne wyzwanie, które wymaga precyzyjnego podejścia i ostrożności. Lustra są nie tylko...

Wiercenie w płytkach, zwłaszcza w pomieszczeniach takich jak łazienka czy kuchnia, może wydawać się trudnym...

Wybór odpowiedniego wiertła do kołka rozporowego to kluczowy etap każdej pracy montażowej. Źle dobrane narzędzie może...

Średnicówki mikrometryczne, zwane również mikrometrami wewnętrznymi, to precyzyjne narzędzia pomiarowe, które...

Powłoka TiAlN (Tytanowo-Aluminiowo-Azotowa) to jedno z najbardziej zaawansowanych rozwiązań stosowanych w narzędziach...

Wkręty dociskowe są elementami złącznymi, które odgrywają kluczową rolę w różnorodnych zastosowaniach technicznych i...
")
Płytki skrawające to kluczowe narzędzie w procesie obróbki skrawaniem, które mają bezpośredni wpływ na precyzję,...

Wybór między wkrętarką 18V a 20V to jedno z częstszych pytań podczas zakupu tego typu narzędzi. Wbrew pozorom,...

Wkrętarka to narzędzie przeznaczone głównie do wkręcania śrub i lekkich prac montażowych, ale wiele modeli posiada...
Jest 6 produktów.
Aktywne filtry




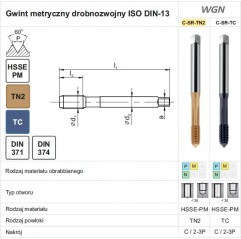
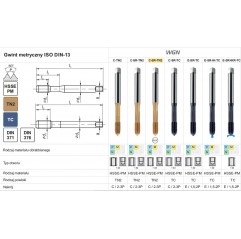
Wygniataki do gwintu to narzędzia bardzo podobne do gwintowników, jednak o odmiennej zasadzie działania. Wygniatanie gwintu to proces bezwiórowy, który polega na formowaniu plastycznym gwintu na zimno. Konstrukcja wygniataka i gwintownika znacznie się różni mimo pozornego podobieństwa. Ostrza skrawające materiał w gwintownikach zastąpione są garbami wygniatającymi w wygniatakach Wygniataki przeznaczone są do obróbki materiałów ciągliwych jak: stal konstrukcyjna, stal nierdzewna, aluminium. Dzięki swojej konstrukcji mogą być wykorzystywane do tworzenia gwintów w otworach przelotowych i nieprzelotowych nawet o dużej głębokości. Ważnym warunkiem długotrwałego używania wygniataków jest zapewnienie w procesie formowania gwintu właściwego smarowania. Zaletą formowanych na zimno gwintów jest powierzchniowe utwardzenie flanki gwintów, wadą natomiast ograniczenie w zastosowaniu dla wybranych branż (takich gwintów z uwagi na niepełne uformowanie wierzchołków gwintu nie można stosować w maszynach i urządzeniach dla branży lotniczej, farmaceutycznej i spożywczej).
Wygniataki do różnych materiałów mogą się różnić pod względem konstrukcji oraz właściwości. Aby jak odpowiednio dobrać wygniataki, należy wziąć pod uwagę twardość, wytrzymałość oraz właściwości plastyczne materiału, z którym będziemy pracować. Poniżej przedstawiamy kilka porad dotyczących doboru wygniataków:
Do materiałów miękkich, takich jak aluminium czy mosiądz, warto wybrać wygniataki z ostrymi krawędziami, które pozwolą na łatwe przemieszczanie materiału.
W przypadku materiałów twardych, takich jak stal czy tytan, zaleca się stosowanie wygniataków z większym kątem nachylenia, co pozwoli na lepsze rozłożenie sił podczas formowania gwintu.
Jeśli pracujemy z materiałami trudnoobrabialnymi, takimi jak nierdzewne stali czy stopów niklu, warto zastosować wygniataki z powłokami, które zmniejszą tarcie oraz zużycie narzędzia.
Podczas tworzenia gwintów, można zastosować dwie główne metody: metoda wiórowa oraz metoda bezwiórowa. Wybór odpowiedniej metody zależy od wymagań dotyczących jakości gwintu, wydajności procesu oraz rodzaju materiału. Porównajmy obie metody:
Metoda wiórowa Metoda bezwiórowa Usuwanie materiału poprzez nacinanie gwintu Przemieszczanie materiału bez generowania wiórów Większe zużycie narzędzi Mniejsze zużycie narzędzi Generowanie metalowych wiórów Brak metalowych wiórów Mniejsza precyzja gwintów Wyższa precyzja gwintów
Podsumowując, metoda bezwiórowa jest zazwyczaj bardziej wydajna i precyzyjna, jednak może wymagać specjalistycznych narzędzi oraz maszyn. Metoda wiórowa jest tańsza i łatwiejsza w obsłudze, ale może prowadzić do większego zużycia narzędzi oraz generowania odpadów.




